The biochar industry has evolved from a niche environmental initiative into a global market segment with growing commercial significance. As nations pursue low-carbon development and circular resource utilization, biochar has gained attention for its capacity to sequester carbon, enhance soil fertility, and provide renewable energy solutions. Supported by advances in thermal conversion technology and agricultural sustainability programs, the biochar market is expanding across multiple regions and industries.
Technological Evolution and Production Pathways
The modern production of biochar is deeply rooted in controlled carbonization processes. Understanding how to make charcoal from wood forms the basis of biochar manufacturing, yet the methodology has advanced far beyond traditional pit or mound burning. Contemporary systems employ closed reactors, automated feeding systems, and gas recovery mechanisms that ensure clean and efficient conversion of biomass. A wood charcoal making machine for sale today integrates precise temperature control, enabling operators to tailor the physical and chemical properties of the resulting biochar to specific end uses. Such advancements have dramatically improved energy recovery rates while reducing emissions and feedstock losses.
Market Growth and Regional Dynamics
The global biochar market is experiencing robust growth, driven by rising awareness of soil degradation and climate change mitigation. North America and Europe remain early adopters, supported by carbon credit mechanisms and research-backed agricultural trials. In Asia-Pacific, expanding agricultural sectors and biomass availability are accelerating adoption, particularly in China and India. Developing economies in Africa and Latin America are increasingly investing in small-scale charcoal production machine units to convert crop residues and forestry by-products into value-added carbon materials. As market players scale operations, standardization of product quality and life-cycle assessment metrics are becoming essential for cross-border trade and certification.
Diverse Application Fields
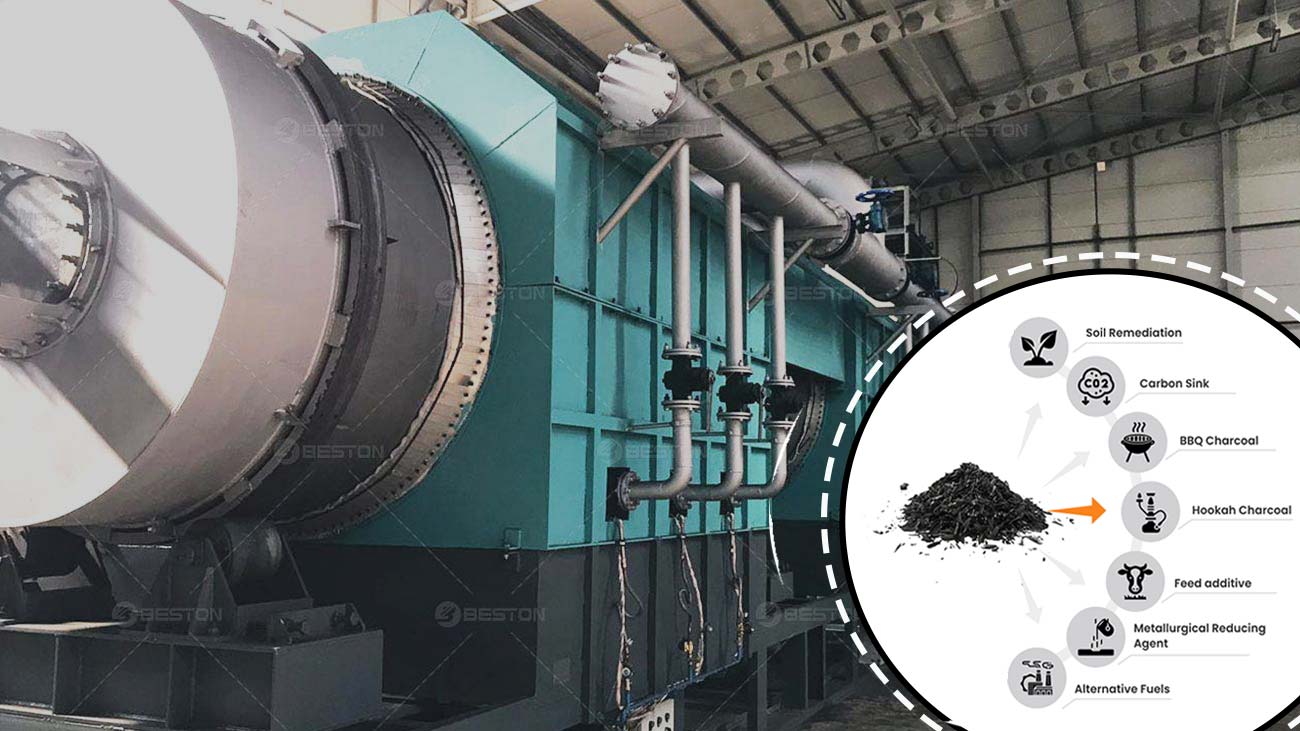
Biochar’s versatility extends across multiple domains. In agriculture, its porous structure enhances nutrient retention, microbial activity, and soil water balance, leading to long-term productivity gains. In environmental remediation, it acts as an adsorbent for heavy metals and organic pollutants in contaminated soils and wastewater systems. The energy sector benefits from biochar’s high carbon content, which serves as a renewable solid fuel or a feedstock for activated carbon production. Industrial developers are also exploring the integration of biochar kiln technology within waste-to-energy systems to process agricultural residues, wood chips, and organic sludge efficiently.
Future Prospects and Sustainability Outlook
The future of the biochar market is closely tied to global decarbonization efforts and resource recycling strategies. Technological refinements in pyrolysis and carbonization processes, such as modular reactor systems and continuous processing designs, are expected to improve scalability and economic viability. Policymakers are increasingly recognizing biochar as a measurable carbon sink, opening new opportunities for credit-based financing and sustainable land management initiatives. Through the deployment of advanced equipment like a charcoal production machine and eco-efficient wood charcoal making machine for sale, the industry is poised to strengthen its contribution to climate resilience and green economic growth—transforming biomass waste into one of the most promising climate-positive materials of the century.
As pyrolysis technology gains popularity as a sustainable solution for waste management and energy recovery, there is a growing need for clear and comprehensive regulations to ensure its safe, efficient, and environmentally responsible operation. Pyrolysis plants, which convert waste materials like plastics, biomass, and tires into valuable products such as bio-oil, syngas, and biochar, must adhere to a range of legal requirements to meet safety standards, minimize environmental impacts, and promote public health. In this blog post, we will explore the regulations that govern pyrolysis plants, what businesses need to know about them, and how to navigate the complex legal landscape.
Why Are Regulations on Pyrolysis Plants Important?
The pyrolysis process involves the heating of organic materials in an oxygen-free environment to break them down into useful by-products. While the technology holds great promise for turning waste into valuable resources, it also involves potential environmental and health risks if not properly managed. Pyrolysis plants can emit gases, release particulates, and produce solid residues that require careful handling. Therefore, stringent regulations are essential to mitigate these risks and ensure that pyrolysis is both a sustainable and safe method for waste disposal.
Key Areas of Regulation for Pyrolysis Plants
Regulations surrounding pyrolysis plants vary by region and country, but most of them address several common areas of concern, including emissions control, waste handling, environmental protection, health and safety, and operational standards.
1. Air Emissions and Air Quality Standards
One of the primary environmental concerns with pyrolysis is air pollution. Although pyrolysis typically produces fewer harmful emissions compared to incineration, the process can still release gases such as carbon monoxide (CO), nitrogen oxides (NOx), volatile organic compounds (VOCs), and particulate matter. As such, regulations often require pyrolysis plants to have advanced air pollution control systems to minimize emissions.
In many regions, pyrolysis plants must meet strict air quality standards established by governmental bodies such as the U.S. Environmental Protection Agency (EPA), the European Union’s Industrial Emissions Directive (IED), or local environmental agencies. These standards specify allowable concentrations of various pollutants in the emissions and may require the installation of technologies like flue gas treatment systems, scrubbers, and electrostatic precipitators to capture and neutralize harmful emissions before they are released into the atmosphere.
2. Waste Handling and Feedstock Requirements
Pyrolysis plants typically handle various types of waste, such as plastics, tires, biomass, and municipal solid waste. Regulations often specify which types of feedstock can be used and under what conditions. For example, certain hazardous materials (e.g., medical waste, radioactive substances, or materials with high chlorine content) may be prohibited due to the potential risks they pose to the pyrolysis process and the environment.
In many jurisdictions, waste tracking and documentation are required to ensure that only authorized waste materials are processed. This helps prevent illegal dumping and ensures that waste is sourced from legitimate and regulated channels. Additionally, waste storage regulations may require specific facilities for storing incoming materials, especially when dealing with hazardous or flammable substances.
3. Emissions Monitoring and Reporting
Most regulatory frameworks require pyrolysis plants to monitor emissions continuously or at regular intervals and report the results to relevant authorities. These regulations help ensure that plants are complying with air quality standards and allow regulators to take corrective action if emissions exceed acceptable limits.
In many countries, pyrolysis operators must install emissions monitoring systems to measure key pollutants such as CO, NOx, VOCs, and particulate matter. The data collected must be submitted to regulatory bodies, and plants may be subject to periodic inspections or audits to verify compliance. Failure to meet emissions limits can result in fines, shutdowns, or other penalties.
4. Waste Residue Management
Pyrolysis plants generate solid residues, including biochar and ash, which must be properly managed to prevent contamination of land and water resources. Regulations governing the handling, storage, and disposal of these residues typically require plants to test for hazardous substances and ensure that any by-products are either safely disposed of or repurposed for commercial use.
For example, biochar, which is produced from organic materials like biomass or agricultural waste, can have beneficial applications as a soil amendment. However, regulations may require testing to ensure that the biochar is free from contaminants before it is sold or used in agriculture.
5. Health and Safety Standards
Operating a biomass/tyre/plastic pyrolysis plant involves inherent risks, including fire hazards, chemical exposure, and the potential for mechanical accidents. To ensure the health and safety of workers and surrounding communities, pyrolysis plants must adhere to rigorous health and safety regulations. These regulations often cover the following:
Fire Prevention: Pyrolysis involves high temperatures, so fire prevention and suppression systems are critical. Regulations typically require fire-resistant materials, safety equipment, and emergency evacuation plans.
Personal Protective Equipment (PPE): Workers at pyrolysis plants must be provided with appropriate PPE, such as gloves, respirators, and protective clothing, to reduce the risk of exposure to hazardous chemicals.
Training and Certification: Operators must be trained on the safe handling of materials, operation of pyrolysis equipment, and emergency response procedures. Many regions require certifications for workers involved in the operation of hazardous facilities.
6. Permitting and Licensing
Before a pyrolysis plant can be built or operated, companies must obtain the necessary permits and licenses from local, regional, or national authorities. This process typically involves an environmental impact assessment (EIA) to evaluate the potential environmental and social effects of the plant’s operation.
In some cases, pyrolysis operators must also demonstrate that they meet specific sustainability criteria or fulfill commitments to resource recovery and waste minimization. Regulatory bodies may require operators to submit detailed plans outlining how the plant will manage emissions, waste residues, and energy recovery.
7. Compliance with International Standards
In addition to national regulations, some pyrolysis plants may need to comply with international standards. These may include guidelines set by organizations such as the United Nations Environment Programme (UNEP), the World Health Organization (WHO), or the International Organization for Standardization (ISO). International regulations are particularly important for companies operating in multiple countries or those involved in cross-border waste management.
Navigating the Regulatory Landscape
For businesses looking to set up or operate a biomass/plastic/tyre pyrolysis plant, it’s crucial to be well-versed in the relevant regulations and standards. Here are a few tips to ensure compliance:
Understand Local Regulations: Regulations vary significantly by region, so it’s essential to familiarize yourself with the specific requirements in the jurisdiction where your plant is located. This may involve consulting with legal experts, environmental consultants, or local regulatory bodies.
Stay Updated on Changing Laws: Environmental regulations are subject to change, so it’s important to stay informed about any updates that could impact your operations. This includes changes in emissions standards, waste disposal guidelines, and safety protocols.
Invest in Compliance Systems: Implement monitoring and reporting systems that ensure your plant remains in compliance with emissions, waste management, and safety regulations. Automation and real-time data collection can help you stay ahead of regulatory requirements.
Engage with Stakeholders: Engaging with local communities, environmental groups, and government agencies can help build positive relationships and ensure your plant operates with public trust. Transparency about your operations and adherence to environmental standards can also reduce opposition.
Conclusion: The Future of Pyrolysis Plant Regulation
As pyrolysis technology continues to evolve and gain widespread adoption, the regulatory landscape surrounding pyrolysis plants will likely become more sophisticated and comprehensive. Clear, consistent regulations are essential to ensure that pyrolysis remains a safe, effective, and sustainable solution for waste management. By understanding the regulations that govern pyrolysis plants, businesses can not only ensure compliance but also contribute to a greener, more sustainable future.
As the world grapples with the twin crises of environmental degradation and resource depletion, innovative waste management technologies like pyrolysis are stepping into the spotlight. By converting waste materials into valuable energy products, pyrolysis is emerging as a cornerstone of sustainable industrial development. This article explores the broader impact of pyrolysis technology, from green innovation to industry transformation and economic implications.
Revolutionizing Waste Conversion
Pyrolysis is a thermochemical decomposition process that converts organic materials such as plastic, rubber, and biomass into liquid fuel, syngas, and carbon black under an oxygen-free environment. Unlike traditional incineration, pyrolysis offers a cleaner, more efficient alternative that mitigates harmful emissions and recycles end-of-life materials. This technology not only addresses waste accumulation but also creates a circular economy by repurposing discarded materials into commercially viable products.
Economic Implications and Investment Opportunities
Pyrolysis is not just an environmental solution—it’s a financial one too. The pyrolysis plant cost varies depending on system size, automation level, and output yield, but the return on investment is increasingly attractive. The produced pyrolysis oil can be used as industrial fuel or refined further, while byproducts like carbon black and steel wire add economic value.
Moreover, governments worldwide are offering subsidies, tax incentives, and carbon credits to businesses that invest in green technologies. This encourages more enterprises to evaluate pyrolysis as a long-term cost-saving mechanism and a profitable investment. Startups and entrepreneurs are also entering the market by acquiring small pyrolysis machine to launch localized recycling ventures or energy recovery units, which adds another layer of grassroots-level industrial impact.
Industrial Applications and Global Expansion
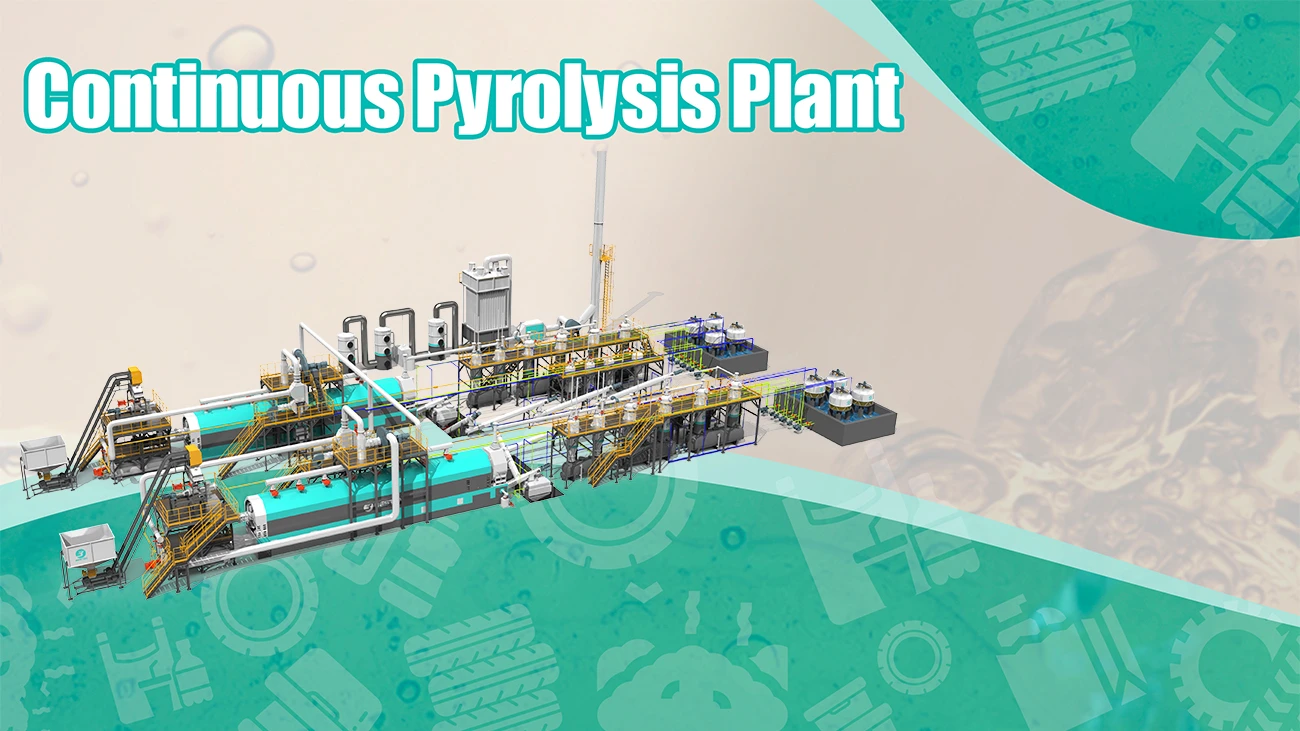
Industries around the world are increasingly adopting pyrolysis systems to align with sustainability goals. From waste management firms to oil refiners and municipal governments, organizations see pyrolysis as a scalable solution to rising waste and energy demands. Whether installing a small pyrolysis machine for pilot testing or investing in a fully operational continuous pyrolysis plant, businesses are adapting to this technology in response to both regulatory pressure and environmental responsibility.
Leading companies like Beston Group have become global facilitators of this transition. They provide modular, automated pyrolysis systems tailored to different feedstocks and capacities, enabling clients across sectors to adopt this eco-friendly innovation efficiently. This adaptability ensures that even developing regions can implement pyrolysis solutions without significant infrastructural investments.
Impact on the Circular Economy and Sustainable Development
The role of pyrolysis in promoting a circular economy cannot be overstated. By closing the loop on resource consumption, it allows materials like plastic and rubber to re-enter the production cycle in the form of fuels and raw materials. This reduces the dependence on virgin fossil fuels, decreases greenhouse gas emissions, and supports climate resilience efforts.
Further, the scalability of continuous pyrolysis plant makes them ideal for regions aiming to improve their waste management infrastructure and meet their Sustainable Development Goals (SDGs). It also supports cleaner urban environments by reducing landfill dependency and mitigating air and soil pollution.
Future Outlook and Global Collaboration
As awareness of environmental stewardship grows, so too does the global collaboration around advanced waste conversion technologies. Countries are beginning to share research, technology standards, and investment frameworks to foster the global adoption of pyrolysis. This includes partnerships between private companies, government agencies, and environmental organizations.
Companies like Beston Group are instrumental in this evolution. By offering turnkey solutions, technical training, and post-installation support, they are empowering communities and businesses to join the green transition. Their emphasis on innovation and adaptability has helped pyrolysis gain traction in both urban and rural settings.
Conclusion
Pyrolysis technology represents a paradigm shift in how the world handles waste and energy. It is an innovation that not only solves pressing environmental challenges but also paves the way for economic growth and industrial diversification. From lowering pyrolysis plant cost to enhancing system efficiency, ongoing research and innovation continue to make this technology more accessible and impactful.
In the journey toward a greener, more sustainable world, pyrolysis is more than a tool—it’s a transformative force that empowers industries, supports communities, and protects the planet for future generations.
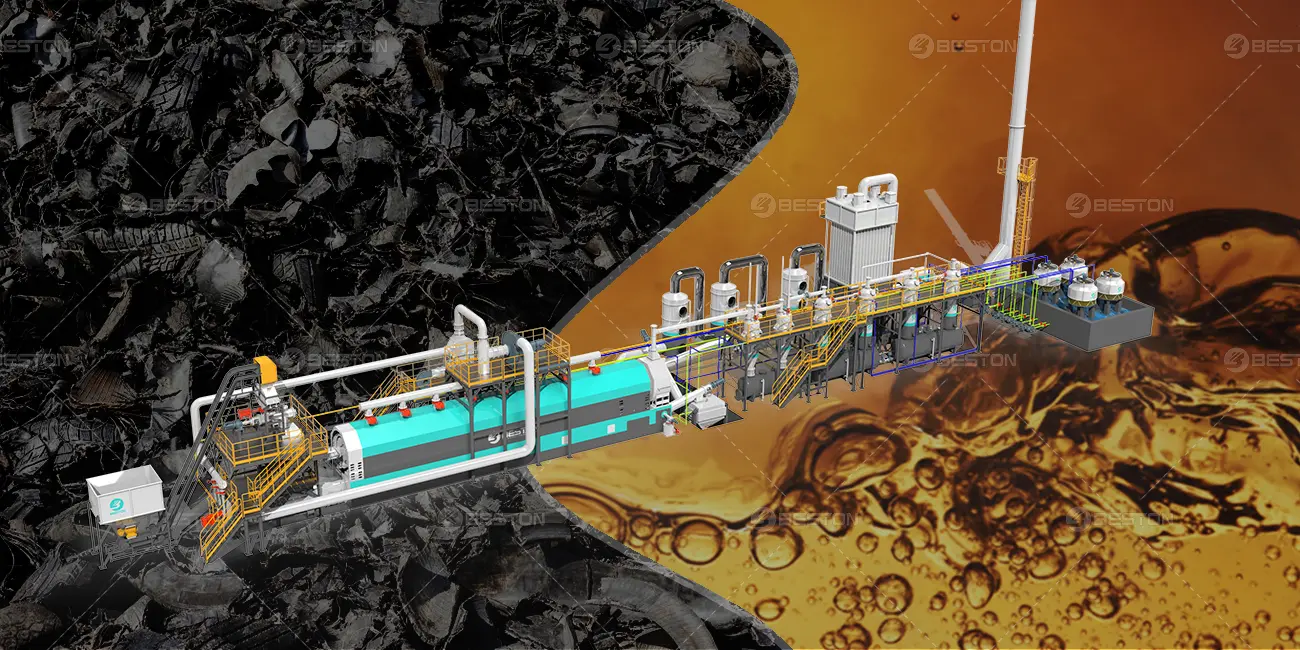
The growing demand for sustainable waste management solutions has placed tire recycling at the forefront of environmental innovation. Tire pyrolysis, a thermochemical process that converts waste tires into valuable products like pyrolysis oil, carbon black, and gas, is increasingly seen as an effective waste-to-energy solution. However, like any industrial investment, establishing a continuous tire pyrolysis plant requires careful profitability analysis to ensure a positive return on investment (ROI). Understanding the financial factors, including pyrolysis plant cost, yield, and operating efficiency, is crucial to making informed investment decisions.
Initial Investment and Pyrolysis Plant Cost
The capital investment required to set up a continuous tire pyrolysis plant can be substantial. Pyrolysis plant cost is influenced by factors such as plant capacity, automation level, equipment quality, and the complexity of the operational systems. For larger plants designed for high-throughput operations, the initial investment can reach millions of dollars, but the ability to continuously process tires increases operational efficiency and revenue generation potential.
The price of a pyrolysis plant depends on several components, including the biochar production equipment, reactor design, gas recovery systems, and waste heat utilization systems. A well-designed pyrolysis plant with advanced features for maximizing energy recovery and reducing emissions typically commands a higher upfront cost. However, these advanced systems can lead to substantial long-term savings by improving the plant’s overall efficiency, reducing operational costs, and enhancing product output.
In addition to the plant itself, there are associated costs such as land acquisition, installation, and permits, which can vary greatly depending on the region and local regulatory environment.
Operating Costs and Energy Consumption
Operational costs are a significant factor in the profitability of a continuous tire pyrolysis plant. The primary expenses include raw material procurement, labor, energy, maintenance, and regulatory compliance. While the initial capital investment is a substantial consideration, managing operating costs effectively ensures long-term profitability.
One of the most significant operational costs is energy consumption. Pyrolysis requires a substantial amount of heat to break down tires into usable products. However, many continuous tire pyrolysis plants are designed to be self-sustaining by utilizing the gases produced during the pyrolysis process to generate heat. This closed-loop energy system reduces the dependence on external energy sources, helping to mitigate energy costs and improve profitability.
Additionally, labor costs are influenced by the level of automation in the plant. Fully automated systems with minimal manual intervention can reduce labor expenses but may increase the initial capital outlay. However, automation enhances operational consistency, improves efficiency, and reduces the likelihood of errors, all contributing to lower overall operating costs.
Product Yield and Market Demand
The profitability of a continuous pyrolysis machine is largely determined by the quantity and quality of the products it generates, as well as the prevailing market demand for those products. The three primary outputs of tire pyrolysis—pyrolysis oil, carbon black, and gas—have distinct market values.
Pyrolysis Oil: The pyrolysis oil produced by the plant can be refined further for use as industrial fuel, or it can be processed into valuable chemicals. Its market price fluctuates based on global oil prices and demand in various industries.
Carbon Black: Carbon black is used in the production of rubber, plastics, and inks. Its market price depends on the quality and grade of the carbon black, with higher-grade carbon black commanding a premium price.
Pyrolysis Gas: This byproduct can be used to fuel the pyrolysis process, reducing the need for external fuel sources. Excess gas can sometimes be sold to local energy providers, creating an additional revenue stream.
The yield of these products is directly influenced by factors such as feedstock quality, reactor temperature, and pyrolysis time. Optimizing these parameters can enhance product yields and improve the overall economic viability of the plant.
Return on Investment and Payback Period
A key consideration for any investor is the plant’s return on investment (ROI) and payback period. ROI is influenced by both revenue generation from product sales and cost savings achieved through operational efficiencies. With a continuous waste tyre pyrolysis plant, it is possible to generate a steady stream of revenue over time, as the plant operates 24/7. However, the time it takes for the plant to break even and start generating profits will depend on the scale of the operation and market conditions.
Typically, the payback period for a continuous tire pyrolysis plant ranges from 1.5 to 3 years, depending on the size of the plant, the efficiency of the equipment, and the consistency of the feedstock supply. Larger plants with higher throughput may reach profitability sooner, while smaller-scale operations might take longer to recoup the initial investment.
Risk Factors and Market Volatility
While the financial prospects of a tire pyrolysis plant can be promising, several risks can impact profitability. Market volatility, especially in the prices of petroleum-based products and carbon black, can lead to fluctuating revenues. Additionally, regulatory changes, such as tightening emissions standards or changes in waste disposal policies, can increase operating costs or necessitate upgrades to equipment.
To mitigate these risks, it is crucial to maintain flexibility in plant operations, invest in research and development for product diversification, and keep abreast of market trends. Diversifying revenue streams by selling excess pyrolysis gas or offering specialized refining services for pyrolysis oil can also buffer against market instability.
Maximizing Profitability
Maximizing the profitability of a continuous tire pyrolysis plant requires an integrated approach to equipment optimization, operational efficiency, and product marketing. Investing in high-quality pyrolysis plant technology, optimizing process parameters, and establishing strong market connections for product sales are key strategies for maximizing revenue and minimizing operational costs.
In conclusion, while the initial pyrolysis plant cost can be significant, the long-term profitability of a continuous tire pyrolysis plant is largely dependent on optimizing operating conditions, maintaining high-quality product output, and managing costs efficiently. By carefully analyzing the financial and operational aspects, investors can ensure the success and sustainability of their tire pyrolysis ventures.
Coconut shell charcoal production is a valuable process that converts coconut shells, an abundant agricultural byproduct, into a high-value product used in various industries, including energy production, water filtration, and metallurgy. Improving the efficiency of this production process is essential for maximizing output, reducing costs, and ensuring environmental sustainability. Achieving higher efficiency involves optimizing various stages, from raw material preparation to the operation of the coconut shell charcoal making machine.
Raw Material Selection and Preparation
The efficiency of coconut shell charcoal production begins with the selection and preparation of raw materials. The quality of the coconut shells directly impacts how to make coconut shell charcoal. Ensuring that the shells are clean, free from contaminants, and properly sized can help improve the overall efficiency of the process.
1. Optimal Sizing of Coconut Shells
Coconut shells should be properly crushed or shredded into uniform sizes before being processed in the charcoal making machine. Consistent particle size ensures that the shells are evenly heated, leading to more efficient pyrolysis. If the shells are too large, the heating process may be uneven, reducing the overall yield of charcoal. Conversely, if the particles are too small, the process may lead to excessive dust and a higher likelihood of incomplete combustion.
2. Moisture Content Reduction
Excess moisture in the coconut shells can hinder the pyrolysis process, leading to energy loss and decreased charcoal yield. Drying the shells to an optimal moisture level, typically between 10% and 20%, before feeding them into the coconut shell charcoal making machine is essential. This can be achieved by air drying or using a dedicated drying unit, which ensures that the shells are adequately prepared for efficient processing.
Pyrolysis Process Optimization
The core of coconut shell charcoal making machine lies in the pyrolysis process, where organic material is thermally decomposed in the absence of oxygen. The temperature, residence time, and heating rate are crucial parameters that influence the efficiency of the process.
1. Temperature Control
The temperature at which pyrolysis occurs plays a significant role in determining the yield and quality of the charcoal. For coconut shell charcoal, the optimal pyrolysis temperature ranges from 400°C to 600°C. Operating the coconut shell charcoal making machine at the right temperature ensures complete carbonization, producing a high-carbon content charcoal with minimal volatile byproducts. Too high a temperature can lead to excessive gas production and energy loss, while too low a temperature results in incomplete carbonization and lower-quality charcoal.
2. Heating Rate Management
The heating rate, or the speed at which the temperature is increased during pyrolysis, also affects the efficiency of the process. A gradual heating rate is typically preferred, as it allows for more controlled decomposition of the coconut shells. Rapid heating can cause uneven carbonization and the formation of undesirable byproducts, while slow heating can increase the overall processing time. A balanced heating rate improves the efficiency and consistency of the production process.
3. Optimizing Residence Time
The residence time refers to the amount of time the coconut shells remain in the biomass pyrolysis plant. Longer residence times allow for more complete carbonization, but they also increase the energy consumption and the risk of over-processing. On the other hand, shorter residence times may result in under-carbonized material, reducing the charcoal yield. Fine-tuning the residence time based on the specific characteristics of the coconut shells and the desired charcoal properties can significantly improve efficiency.
Technological Advancements in Equipment
Advancements in biomass charcoal machine technology can significantly improve the efficiency of the production process. Modern machines are equipped with features such as automatic temperature control, improved heat recovery systems, and enhanced gas collection mechanisms. These innovations help optimize the pyrolysis process, reduce energy consumption, and improve the overall yield of high-quality charcoal.
1. Energy Recovery Systems
Many modern coconut shell charcoal making machines are equipped with energy recovery systems that capture excess heat generated during pyrolysis. This heat can be used to preheat incoming coconut shells or to generate electricity, reducing the overall energy demand of the process and increasing efficiency.
2. Automation and Monitoring
Advanced automation systems enable precise control over the pyrolysis process. Real-time monitoring of temperature, pressure, and gas composition ensures that the machine operates within optimal parameters, reducing the risk of inefficiencies and improving the consistency of the final product.
Conclusion
Improving the efficiency of coconut shell charcoal production requires a holistic approach that encompasses raw material preparation, process optimization, byproduct utilization, and technological advancements. By focusing on these key areas, operators can maximize the output of high-quality charcoal, reduce energy consumption, and enhance the overall sustainability of the production process. With the right strategies in place, the production of coconut shell charcoal can become a more efficient and environmentally friendly process, benefiting both producers and the wider community.
Beston Group is a leading manufacturer and supplier of innovative waste management solutions. Among their wide array of products, the plastic pyrolysis plant and the thermal desorption unit (TDU) stand out for their efficiency and environmental benefits. This article will delve into these two types of pyrolysis plants, exploring their features, applications, and benefits.
The Principle of Pyrolysis
Pyrolysis is a thermochemical process that decomposes organic material at elevated temperatures in the absence of oxygen. It is a versatile technique used in waste management, energy production, and material recovery. Beston Group’spyrolysis plant is designed with this principle to process waste plastics and oil sludge.
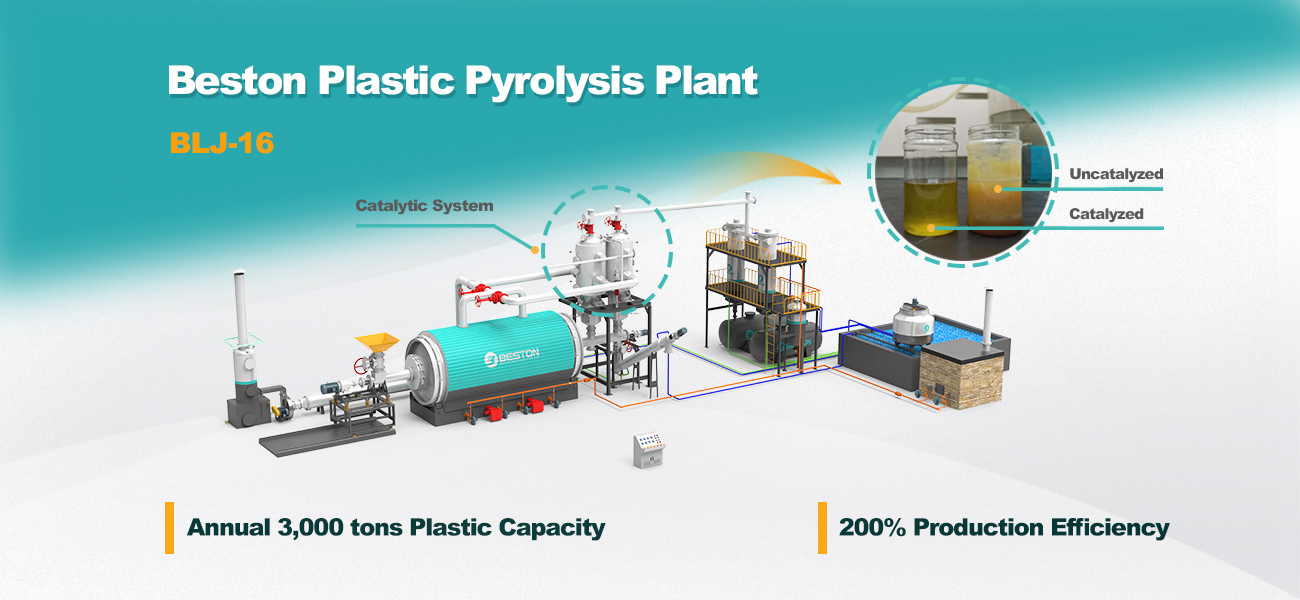
Plastic Pyrolysis Plant
The plastic pyrolysis plant by Beston Group is designed to convert waste plastics into valuable resources, such as fuel oil, carbon black, and combustible gas. This process not only helps in managing plastic waste but also provides a sustainable source of energy and raw materials.
How It Works
The plastic pyrolysis process involves heating waste plastics in an oxygen-free environment. The absence of oxygen prevents combustion, allowing the plastics to decompose into smaller molecules. The key stages in the process include:
Feeding: Waste plastics are fed into the reactor.
Pyrolysis: The reactor is heated to a high temperature, causing the plastics to break down.
Condensation: The resulting vapor is condensed into liquid oil.
Collection: The final products, including fuel oil and carbon black, are collected for further use or sale.
Reducing landfill waste: By converting plastic waste into valuable products, the plant helps reduce the burden on landfills.
Energy production: The fuel oil produced can be used as a substitute for traditional fossil fuels.
Environmental protection: The process minimizes the release of harmful pollutants and greenhouse gases.
Economic benefits: The sale of by-products like fuel oil and carbon black provides a source of revenue.
Thermal Desorption Unit (TDU)
The thermal desorption unit (TDU) is another advanced solution offered by Beston Group. This unit is specifically designed for the treatment of hazardous waste, such as oil-contaminated soil, sludge, and industrial waste.
How It Works
The thermal desorption unit operates by heating the contaminated materials to a high temperature, causing the volatile contaminants to vaporize. The key stages in the process include:
Feeding: Contaminated materials are fed into the unit.
Heating: The materials are heated to a temperature where contaminants vaporize.
Gas treatment: The vaporized contaminants are treated and condensed into liquid form for safe disposal.
Residue treatment: The treated solid residue is collected and can often be reused or safely disposed of.
Applications and Benefits
The TDU is highly effective in handling various types of hazardous waste, offering several benefits:
Environmental protection: The unit effectively removes contaminants, reducing the risk of soil and water pollution.
Resource recovery: Treated materials can often be reused, contributing to a circular economy.
Compliance: The process ensures that waste treatment meets regulatory standards.
Versatility: The TDU can handle a wide range of hazardous materials, making it a versatile solution for waste management.
Conclusion
Beston Group’s plastic pyrolysis plant and thermal desorption unit are exemplary solutions in the field of waste management. By converting waste into valuable resources and safely treating hazardous materials, these plants play a crucial role in promoting environmental sustainability and economic growth. Whether dealing with plastic waste or hazardous contaminants, Beston Group provides reliable and efficient technologies to meet diverse waste management needs.
Oil sludge, a byproduct of petroleum refining and oil extraction, poses significant environmental challenges due to its composition of hydrocarbons, heavy metals, and other hazardous substances. Effective management and recycling of oil sludge are critical to mitigating its environmental impact. This article delves into two prominent oil sludge recycling solutions: incineration and thermal desorption, analyzing their processes, advantages, and disadvantages.
Incineration: A Traditional Approach
Incineration involves the combustion of organic substances contained in oil sludge. This process converts the waste into ash, flue gas, and heat. Incineration is widely adopted due to its ability to reduce the volume of waste substantially and to neutralize hazardous components through high-temperature oxidation.
Process Overview
During incineration, oil sludge is subjected to temperatures ranging between 850°C and 1200°C. The process typically occurs in a specially designed furnace where oxygen supply is controlled to ensure complete combustion. The resulting ash is collected for disposal or potential recovery of metals, while flue gases are treated to remove pollutants before being released into the atmosphere.
Advantages
Significant volume reduction of oil sludge, often by more than 90%.
Destruction of hazardous organic compounds, including polychlorinated biphenyls (PCBs) and dioxins.
Potential for energy recovery, which can be utilized to generate electricity or heat.
Disadvantages
High operational costs due to energy requirements and emission control systems.
Generation of toxic flue gases necessitating advanced air pollution control technologies.
Production of residual ash that requires proper disposal or further treatment.
Thermal Desorption: An Innovative Technique
Thermal desorption is an advanced recycling technique that involves the heating of oil sludge to volatilize and separate contaminants without combusting the material. This method utilizes a thermal desorption unit (also called oil sludge pyrolysis plant) to achieve efficient separation of hydrocarbons from the sludge.
Process Overview
In a thermal desorption unit, oil sludge is heated to temperatures typically between 250°C and 550°C under an inert atmosphere. The volatilized contaminants are then condensed and collected for further treatment or reuse. The remaining solid residue, which contains reduced levels of contaminants, can often be disposed of more safely or used as a secondary material.
Advantages
Non-destructive process that preserves the calorific value of hydrocarbons, allowing for their recovery and reuse.
Lower temperatures compared to incineration, resulting in reduced energy consumption and lower emissions.
Flexibility in treating a wide range of contaminants, including volatile organic compounds (VOCs) and semi-volatile organic compounds (SVOCs).
Disadvantages
Initial capital investment for thermal desorption units can be substantial.
Requires subsequent treatment of recovered contaminants to ensure environmental compliance.
Potential issues with handling and disposing of the treated residue, depending on its composition.
Comparative Analysis
When comparing incineration and thermal desorption unit, several factors must be considered, including environmental impact, cost-effectiveness, and operational efficiency. Both methods have their merits and limitations, and the choice between them often depends on specific project requirements and regulatory frameworks.
Environmental Impact
Incineration, while effective in reducing waste volume and destroying hazardous compounds, generates significant emissions that require stringent controls. The production of ash also presents disposal challenges. Conversely, thermal desorption generates fewer emissions and allows for the recovery of valuable hydrocarbons. However, it requires careful handling of volatilized contaminants and treated residues.
Cost-Effectiveness
Incineration involves high operational costs due to energy demands and emission control technologies. Thermal desorption, although requiring significant initial investment, can offer cost savings in the long term through the recovery of reusable hydrocarbons and lower energy consumption. The economic viability of each method can vary based on the scale of operation and local economic conditions. Want a cost-effective oil sludge recycling solution? Please consult Beston Group Co., Ltd.
Operational Efficiency
Incineration is a straightforward and well-established technology with a track record of reliability. It can handle large volumes of waste and is less sensitive to variations in waste composition. Thermal desorption, on the other hand, offers a more nuanced approach that can be tailored to specific contaminants, but it requires more sophisticated operational management to optimize performance and ensure compliance with environmental standards.
Future Prospects
As environmental regulations become increasingly stringent and the demand for sustainable waste management solutions grows, both incineration and pyrolysis system are likely to evolve. Innovations aimed at improving energy efficiency, reducing emissions, and enhancing the recovery of valuable materials will shape the future landscape of oil sludge recycling.
Emerging technologies such as plasma gasification and supercritical water oxidation may also complement or even replace traditional incineration and thermal desorption methods. These advanced processes offer the potential for even higher efficiency and lower environmental impact, providing new avenues for the effective management of oil sludge.
Conclusion
The choice between incineration and thermal desorption for oil sludge recycling depends on a complex interplay of factors, including environmental impact, cost, and operational considerations. Incineration offers a robust and proven solution for large-scale waste reduction and energy recovery, albeit with higher emissions and operational costs. Thermal desorption provides a more environmentally friendly alternative with potential for material recovery, but it requires significant initial investment and careful management.
Ultimately, the selection of an appropriate recycling method must be guided by a comprehensive assessment of the specific context and objectives of the waste management program. As technology advances and new innovations emerge, the future of oil sludge recycling holds promise for more efficient, sustainable, and environmentally responsible solutions.
The wood charcoal production industry has witnessed significant growth in recent years, driven by factors such as increasing demand for sustainable fuel sources, rising awareness of environmental conservation, and expanding applications beyond traditional cooking and heating. In this article, we delve into the growth rate and outlook for the wood charcoal production industry, examining key trends, challenges, and opportunities shaping its trajectory.
Understanding Wood Charcoal Production
Wood charcoal is produced through the pyrolysis or carbonization of wood, resulting in a carbon-rich material with high energy content. The process involves heating wood in the absence of oxygen, leading to the decomposition of organic matter and the formation of charcoal.
Traditional vs. Industrial Production
Traditionally, charcoal production has been a manual process, often carried out in small-scale kilns or pits. However, industrial-scale production methods – utilizing wood charcoal machine has become increasingly prevalent, utilizing advanced technologies to improve efficiency, yield, and product quality.
Growth Drivers
Several factors have contributed to the growth of the wood charcoal production industry in recent years, including:
Sustainable Fuel Source
Wood charcoal is perceived as a more sustainable alternative to traditional fossil fuels such as coal and oil. As concerns about climate change and air pollution mount, there is growing interest in renewable energy sources, including biomass-derived fuels like wood charcoal.
Rising Demand in Emerging Markets
Emerging economies, particularly in regions such as Asia, Africa, and Latin America, have witnessed a surge in demand for wood charcoal. Rapid urbanization, population growth, and changing consumer preferences have fueled the expansion of the charcoal market in these regions.
Diversification of Applications
The applications of wood charcoal have expanded beyond traditional uses in cooking and heating. It is increasingly being utilized in industries such as metallurgy, agriculture, pharmaceuticals, and cosmetics, driving demand across diverse sectors. Investing in biochar production equipment is really promising.
Square Hookah Charcoal
Challenges and Constraints
Despite its growth prospects, the wood charcoal production industry faces several challenges and constraints that could impede its expansion:
Environmental Concerns
The carbonization of wood for charcoal production can have environmental implications, including deforestation, habitat destruction, and greenhouse gas emissions. Sustainable forest management practices and certification schemes are essential to mitigate these impacts.
Regulatory Frameworks
Regulatory frameworks governing the production, trade, and use of wood charcoal vary widely across countries and regions. Inadequate enforcement of environmental regulations, illegal logging, and lack of transparency in supply chains pose significant challenges to industry stakeholders.
Technological Limitations
While industrial-scale charcoal production technologies have advanced significantly, there is room for further innovation to improve efficiency, reduce emissions, and optimize resource utilization. Research and development efforts focused on cleaner production methods and waste utilization are critical in this regard.
Opportunities for Growth
Despite the challenges, the wood charcoal making machine presents several opportunities for growth and innovation:
Sustainable Practices
Investment in sustainable charcoal production practices, such as agroforestry, reforestation, and carbon sequestration, can enhance the industry’s environmental footprint and ensure long-term viability.
Value-Added Products
Diversification into value-added charcoal products, such as activated carbon, biochar, and charcoal briquettes, can open up new markets and revenue streams for industry players.
Market Expansion
Exploring new markets and applications for wood charcoal, including renewable energy generation, water purification, and industrial processes, can broaden the industry’s reach and customer base.
Outlook for the Future
The wood charcoal production industry is poised for continued growth, driven by increasing demand for renewable energy sources, expanding applications, and evolving consumer preferences. However, addressing environmental concerns, improving regulatory frameworks, and embracing sustainable practices will be essential to ensure the industry’s long-term sustainability and resilience in a rapidly changing global landscape. With strategic investments in technology, innovation, and responsible stewardship of natural resources, the wood carbonization machine can play a vital role in the transition towards a more sustainable and resource-efficient economy.
Oil sludge, a byproduct of oil and gas exploration and production activities, poses significant environmental and logistical challenges. Comprising a mixture of oil, water, solids, and various contaminants, oil sludge requires specialized treatment for effective management. Thermal desorption and disposal techniques have emerged as promising solutions to remediate oil sludge, recover valuable resources, and minimize environmental impact. In this comprehensive exploration, we delve into the intricacies of thermal desorption unit, its applications, benefits, challenges, and its role in sustainable waste management practices.
Understanding Oil Sludge
Oil sludge, also known as tank bottom sludge or oily waste, is generated throughout the oil and gas industry’s lifecycle, from drilling and production to refining and transportation. It typically consists of a complex mixture of:
Hydrocarbons: Petroleum-based compounds including crude oil, diesel, and lubricants.
Water: Contaminated water entrained with hydrocarbons and suspended solids.
Solids: Inorganic particles, clay, sand, and corrosion products.
Contaminants: Heavy metals, organic pollutants, and hazardous substances.
The composition of oil sludge varies depending on the source, processing methods, and storage conditions. Its high viscosity, low permeability, and hazardous nature make conventional treatment and disposal methods challenging and costly.
Thermal Desorption: Principles and Processes
Thermal desorption is a remediation technique that utilizes heat to separate contaminants from solid matrices, such as soil, sediment, or oily waste. View this case: pyrolysis plant manufacturers uk. The process involves heating the contaminated material to elevated temperatures, causing the volatilization and subsequent separation of contaminants from the substrate. Thermal desorption systems typically consist of the following components:
Feed System: Oil sludge is fed into the thermal desorption unit, where it undergoes heating and processing.
Heating Chamber: The heating chamber provides controlled temperature conditions, typically ranging from 200°C to 600°C, to facilitate the desorption of contaminants.
Vapor Recovery System: Vapors and gases released during desorption are captured and treated to remove contaminants before discharge.
Solid Residue Handling: After desorption, the remaining solid residue, or “cleaned” soil, is discharged from the system for further processing or disposal.
The thermal desorption process can be tailored to target specific contaminants based on their volatility and thermal stability. By controlling temperature, residence time, and process conditions, thermal desorption offers an effective means of removing organic pollutants, hydrocarbons, and hazardous substances from oil sludge.
Applications of Thermal Desorption for Oil Sludge Management
Oilfield Remediation: Thermal desorption is widely used in the oil and gas industry for the remediation of contaminated soil, drilling cuttings, and tank bottoms. By treating oil sludge onsite or at centralized facilities, operators can mitigate environmental risks, comply with regulatory requirements, and restore impacted sites to their original condition.
Refinery Operations: Refineries generate significant quantities of oily waste, including tank bottom sludge, spent catalysts, and process residues. Thermal desorption provides a cost-effective and environmentally sustainable solution for managing refinery waste streams, recovering valuable hydrocarbons, and minimizing disposal costs.
Industrial Waste Management: Beyond the oil and gas sector, thermal desorption is applicable to a wide range of industrial waste streams contaminated with organic compounds, petroleum hydrocarbons, and hazardous substances. By customizing desorption processes to target specific contaminants, industries can achieve compliance with environmental regulations and reduce liabilities associated with waste disposal.
Resource Recovery: Thermal desorption not only facilitates the remediation of oil sludge but also enables the recovery of valuable resources, including crude oil, diesel, and other hydrocarbons. By distilling and condensing vapors released during desorption, operators can recover and reuse valuable products, thereby maximizing resource efficiency and reducing reliance on virgin feedstocks.
Benefits of Thermal Desorption for Oil Sludge Treatment
Efficiency: Thermal desorption offers rapid and efficient removal of contaminants from oil sludge, reducing treatment time and minimizing operational downtime. By achieving high removal efficiencies, operators can expedite site remediation, enhance productivity, and reduce overall project costs.
Versatility: Thermal desorption can accommodate a wide range of oil sludge compositions, including varying levels of hydrocarbons, solids, and contaminants. Its versatility allows for the treatment of diverse waste streams, from light oily sludge to heavy tar sands, without the need for extensive pretreatment or sorting.
Environmental Protection: By effectively removing contaminants from oil sludge, thermal desorption helps prevent soil and groundwater pollution, mitigate ecological risks, and safeguard human health. By complying with stringent environmental regulations and best practices, operators can demonstrate their commitment to responsible waste management and corporate stewardship. The oil sludge pyrolysis plant for sale is a good choice for reduce oil sludge waste.
Resource Optimization: Thermal desorption enables the recovery and reuse of valuable resources embedded in oil sludge, including hydrocarbons and minerals. By extracting and recycling these resources, operators can minimize waste generation, conserve natural resources, and promote a circular economy approach to waste management.
Challenges and Considerations
Energy Consumption: Thermal desorption requires significant energy input to heat and maintain elevated temperatures throughout the treatment process. Minimizing energy consumption and optimizing process efficiency are essential to reduce operational costs and environmental footprint.
Residue Management: While thermal desorption effectively removes contaminants from oil sludge, it generates solid residues that require further handling and disposal. Proper management of solid residues, including characterization, stabilization, and disposal, is crucial to prevent secondary environmental impacts and ensure regulatory compliance.
Cost Considerations: While thermal desorption offers numerous benefits, including efficiency, versatility, and resource recovery, it can be associated with high upfront capital costs and operational expenses. Cost-benefit analyses, feasibility studies, and lifecycle assessments are essential to evaluate the economic viability and sustainability of thermal desorption projects.
Regulatory Compliance: Compliance with environmental regulations, permitting requirements, and waste management standards is paramount for thermal desorption projects. Engaging regulatory authorities, conducting environmental impact assessments, and obtaining necessary permits are critical steps in ensuring legal compliance and public acceptance.
Future Directions and Innovation
The future of thermal desorption for oil sludge treatment lies in technological innovation, process optimization, and sustainable practices. Key areas for future research and development include:
Advanced Heating Technologies: Research into advanced heating technologies, such as microwave heating, induction heating, and solar thermal energy, can enhance the efficiency and sustainability of thermal desorption processes while reducing energy consumption and greenhouse gas emissions.
Integration with Bioremediation: Combining thermal desorption with biological treatment methods, such as bioremediation and phytoremediation, can synergistically enhance the remediation efficiency and reduce overall treatment costs by leveraging the complementary strengths of both approaches.
Material Recovery and Valorization: Expanding the scope of resource recovery from oil sludge, including the extraction of rare earth elements, metals, and minerals, can create new revenue streams and promote the circular economy principles of waste valorization and resource optimization.
Smart Monitoring and Control Systems: Implementing advanced monitoring and control systems, including remote sensing, real-time data analytics, and machine learning algorithms, can optimize process parameters, improve operational efficiency, and ensure compliance with regulatory requirements.
Conclusion
Thermal desorption offers a versatile, efficient, and sustainable solution for the remediation and disposal of oil sludge, addressing environmental challenges while recovering valuable resources. By harnessing the power of heat, operators can effectively remove contaminants from oily waste, mitigate environmental risks, and promote responsible waste management practices. As technology continues to evolve and innovation drives progress, thermal desorption holds immense potential to transform oil sludge treatment, advancing towards a cleaner, greener, and more sustainable future for the oil and gas industry and beyond.
sBiochar, a carbon-rich material produced through the pyrolysis of biomass, has garnered significant attention for its potential to sequester carbon dioxide (CO2) from the atmosphere and mitigate climate change. However, the effectiveness of biochar in carbon sequestration is intricately linked to the biochar production process. In this comprehensive analysis, we delve into the relationship between the carbon sequestration ability of biochar and the intricacies of the biochar production equipment, exploring how different production methods and parameters influence biochar properties and its capacity to sequester carbon.
Understanding Biochar Production Process
The biochar production equipment involves the thermal decomposition of biomass in the absence of oxygen, a process known as pyrolysis. During pyrolysis, biomass undergoes several stages of transformation, including drying, devolatilization, and carbonization, leading to the formation of biochar. The efficiency and outcomes of this process are influenced by various factors, including temperature, heating rate, residence time, feedstock composition, and reactor design.
Impact of Production Parameters on Biochar Properties
Temperature and Heating Rate
The temperature and heating rate during pyrolysis significantly impact biochar properties. High pyrolysis temperatures (> 400°C) typically result in greater carbonization and higher biochar yield. However, excessively high temperatures can lead to thermal degradation and loss of carbon sequestration potential. Similarly, heating rates influence biochar properties, with slower heating rates often associated with higher biochar stability and porosity, enhancing its carbon sequestration ability.
Residence Time
The residence time, or the duration that biomass remains in the biochar reactor, also plays a crucial role in biochar production. Longer residence times allow for more extensive decomposition of biomass, leading to higher biochar yield and increased carbonization. However, prolonged residence times may also increase energy consumption and environmental emissions, highlighting the need for optimization to balance production efficiency and environmental sustainability.
Feedstock Composition
The composition of the biomass feedstock used for biochar production has a profound impact on biochar properties and carbon sequestration potential. Different types of biomass, such as wood, crop residues, and organic wastes, exhibit varying carbon contents, lignin concentrations, and ash contents, influencing biochar yield, stability, and nutrient retention capacity. Understanding the optimal feedstock composition is crucial for maximizing carbon sequestration benefits while minimizing production costs and environmental impacts.
Influence of Production Methods on Biochar Quality
Slow Pyrolysis vs. Fast Pyrolysis
Slow pyrolysis and fast pyrolysis are two primary methods used for biochar production, each with distinct implications for biochar properties and carbon sequestration. It involve heating biomass at relatively low temperatures (< 500°C) over an extended period, resulting in higher biochar yield and greater carbonization. In contrast, fast pyrolysis operates at higher temperatures (> 500°C) with rapid heating rates, producing biochar with higher surface area, porosity, and reactivity. While slow pyrolysis may yield biochar with greater stability and long-term carbon sequestration potential, fast pyrolysis offers advantages in terms of production efficiency and bio-oil co-production.
Influence of Reactor Design
The design of biochar making machine significantly influences biochar properties and production efficiency. Various reactor types, such as fixed-bed, rotary kiln, and fluidized bed reactors, offer distinct advantages and limitations in terms of temperature control, residence time, and heat transfer mechanisms. For example, fixed-bed reactors provide excellent control over pyrolysis conditions but may suffer from uneven heating and particle size limitations. Conversely, fluidized bed reactors offer enhanced heat and mass transfer, allowing for faster pyrolysis rates and higher production capacities but may require more complex operation and maintenance.
Optimizing Carbon Sequestration Potential through Process Optimization
To maximize the carbon sequestration potential of biochar, it is essential to optimize the biochar production process by carefully selecting production parameters and methods. By fine-tuning factors such as temperature, heating rate, residence time, and feedstock composition, producers can tailor biochar properties to enhance carbon retention, stability, and nutrient cycling in soil. Moreover, advancements in reactor design and technology, coupled with innovative approaches such as integrated bioenergy systems and co-production with biofuels, offer promising avenues for improving the sustainability and efficiency of biochar production while maximizing its carbon sequestration benefits. If you have any questions about biochar production, please feel free to consult Beston China
In conclusion, the carbon sequestration ability of biochar is intricately linked to the biochar production process, with various factors such as temperature, heating rate, residence time, feedstock composition, and reactor design influencing biochar properties and carbon sequestration potential. By understanding these relationships and optimizing production methods, stakeholders can unlock the full potential of biochar as a sustainable solution for mitigating climate change and promoting soil health and fertility.